

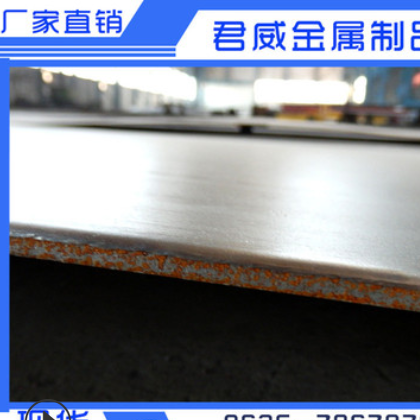


不銹鋼復(fù)合板是以碳鋼基層與不銹鋼為復(fù)層通過(guò)特殊的制作工藝結(jié)合而成的復(fù)合板鋼板。它的主要特點(diǎn)是碳鋼和不銹鋼形成牢固的冶金結(jié)合,可以進(jìn)行熱壓、冷彎、切割、焊接等各種加工,有良好的工藝性能。不銹鋼復(fù)合板的基層材料可以用Q235B、Q345B、Q245R、Q345R等各種普通碳素鋼或?qū)S娩摗?fù)層材料可以用304(L)、316(L)、310S、1Cr13、202、321等各種牌號(hào)的不銹鋼。材質(zhì)和厚度可以自由組合,滿(mǎn)足不同用戶(hù)的需要。
耐磨不銹鋼復(fù)合板使用優(yōu)質(zhì)耐磨不銹鋼及耐磨碳鋼,具有耐磨、耐腐蝕等特性,因而被廣泛用于石油、化工、制鹽、制堿等國(guó)民經(jīng)濟(jì)各行各業(yè),它是不銹鋼板的有效替代產(chǎn)品,其價(jià)格又具有不銹鋼無(wú)法比擬的優(yōu)勢(shì)。
管線鋼用不銹鋼復(fù)合板是指用于輸送石油、天然氣等的大口徑焊接不銹鋼復(fù)合管或復(fù)合板。管線鋼用不銹鋼復(fù)合板除具有較高的耐壓強(qiáng)度外,還具有較高的低溫韌性和優(yōu)良的焊接性能。
目前國(guó)內(nèi)已研究開(kāi)發(fā)了熱軋釬焊法生產(chǎn)不銹鋼復(fù)合板,就是在造船板上單面或雙面包覆具有高防腐性能不銹鋼,替代或取代傳統(tǒng)的防腐工藝,應(yīng)用在船舶和儲(chǔ)油罐制造上,既使船舶具有長(zhǎng)久的防腐蝕能力,又保證船板的強(qiáng)度。近年來(lái),高防腐的不銹鋼每噸價(jià)格在3萬(wàn)元至6萬(wàn)元之間,相比之下,油輪、化工船、化工罐使用高防腐不銹鋼復(fù)合板每噸價(jià)格只有1.2-2萬(wàn)元,利用不銹鋼復(fù)合材料制造船舶和儲(chǔ)油罐、化工罐生產(chǎn)成本低,同時(shí)具備實(shí)用性、防腐性和強(qiáng)度要求標(biāo)準(zhǔn)。去年中國(guó)各種不銹鋼復(fù)合板的產(chǎn)量在10萬(wàn)噸/年,而國(guó)內(nèi)總需求保守估計(jì)也在200萬(wàn)噸,造船用不銹鋼復(fù)合板市場(chǎng)缺口大、前景廣闊。
不銹鋼復(fù)合板作為一種資源節(jié)約型的產(chǎn)品,減少貴重金屬的消耗,大幅度降低工程造價(jià)。實(shí)現(xiàn)低成本和高性能的完美結(jié)合。經(jīng)熱軋工藝生產(chǎn)的不銹鋼復(fù)合板基板和不銹鋼之間可形成牢固的冶金結(jié)合,具有良好的機(jī)械性能,可以進(jìn)行熱壓、冷彎、切割、焊接等各種加工。根據(jù)儲(chǔ)罐的不同用途,基層材料可以使用Q235B、Q345R等各種普碳鋼和容器鋼。復(fù)層材料可以使用304、316L、1Cr13和雙相不銹鋼等各種牌號(hào)的不銹鋼。材質(zhì)和厚度可以自由組合,能滿(mǎn)足不同化工儲(chǔ)罐的性能要求。
不銹鋼復(fù)合板作為一種新型材料,充分實(shí)現(xiàn)了材料的優(yōu)勢(shì)互補(bǔ),又具有耐腐蝕等特性,因而被廣泛用于石油、化工、制鹽、制堿等國(guó)民經(jīng)濟(jì)各行各業(yè),它是不銹鋼板的替代產(chǎn)品,其價(jià)格又具有不銹鋼無(wú)法比擬的優(yōu)勢(shì)。
隨著城市建設(shè)的發(fā)展,對(duì)耐腐蝕、美觀典雅的勻變截面燈桿的需求逐年遞增,日前市場(chǎng)上出現(xiàn)的包敷式的復(fù)合直管已無(wú)法滿(mǎn)足各種造型的加工要求,而用軋制法生產(chǎn)的拋光復(fù)合鋼板因其碳鋼基板和復(fù)層材料的合理配比使其獲得比全不銹鋼板更優(yōu)越的可加工性和低50%的熱膨脹系數(shù),使冷做硬化大大減小,彎曲園角半徑減小,工件形狀美觀,可制成各種變截面燈桿,外形美觀。不銹鋼復(fù)合鋼板以其和不銹鋼相同的表面質(zhì)量,低30%-40%的售價(jià),充分體現(xiàn)了優(yōu)良性能和低廉價(jià)格的完美組合,對(duì)市場(chǎng)的吸引力顯而易見(jiàn)。大中城市每條街均需這種材料,市場(chǎng)前景看好,是各種照明燈桿、體育館、展覽館管件結(jié)構(gòu)的首選材料。
雙相不銹鋼由于它具有優(yōu)異的耐蝕性特別是耐應(yīng)力腐蝕開(kāi)裂性,逐漸成為海水淡化用不銹鋼重要的一類(lèi)材料。應(yīng)力腐蝕開(kāi)裂是在一定溫度下,材料在腐蝕環(huán)境下,有拉應(yīng)力存在的條件下造成材料突然失效的一種腐蝕方式。雙相不銹鋼的強(qiáng)度是奧氏體不銹鋼的兩倍,我公司通過(guò)不斷技術(shù)研發(fā)開(kāi)發(fā)雙相不銹鋼復(fù)合板以其優(yōu)異的力學(xué)性能和更經(jīng)濟(jì)的成本,廣泛應(yīng)用于多級(jí)閃蒸(MSF)海水淡化裝置蒸發(fā)器的設(shè)備制造。

不銹鋼性能與用途
系列 | 美標(biāo)(ASTM) | 國(guó)標(biāo)(GB) | 性質(zhì) | 用途 |
300 | 304 | 06Cr19Ni10 | 作為一種用途廣泛的鋼,具有良好的耐蝕性,耐熱性,低溫強(qiáng)度和機(jī)械特性。沖壓、彎曲等熱加工性好,無(wú)熱處理硬化現(xiàn)象(無(wú)磁性,使用溫度-196℃~800℃) | 食品工業(yè)、家庭用品(1、2類(lèi)餐具、廚柜,室內(nèi)管線,熱水器、鍋爐、浴缸) |
304L | 022Cr19Ni10 | 作為低C的304鋼,在一般狀態(tài)下,其耐蝕性與304鋼相似,但在焊接后或者消除應(yīng)力后,其抗晶界腐蝕能力優(yōu)秀。在未進(jìn)行熱處理的情況下,亦能保持良好的耐蝕性,一般在400以下使用(無(wú)磁性,使用溫度-196℃~800℃) | 應(yīng)用于抗晶界腐蝕性要求高的化學(xué)、煤碳、石油產(chǎn)業(yè)的野外露天機(jī)器、建材、耐熱零件及熱處理有困難的零件 | |
321 | 06Cr18Ni11Ti | 在304鋼中添加Ti元素來(lái)防止晶界腐蝕。適合于在430℃~900℃溫度下使用。 | 醫(yī)療器具、建材、化學(xué)、農(nóng)業(yè)、船舶部件、原子能工業(yè)、航空器、排管、鍋爐汽包汽車(chē)配件(風(fēng)擋雨刷、*、模制品) | |
316 | 06Cr17Ni12Mo2 | 應(yīng)添加Mo,故其耐蝕性、耐大氣腐蝕性和高溫強(qiáng)度特別好,可在苛酷的條件下使用。加工硬化性?xún)?yōu)(無(wú)磁性) | 海水里用設(shè)備、化學(xué)、染料、造紙。草酸、肥料等生產(chǎn)設(shè)備;照像、食品工業(yè)、沿海地區(qū)設(shè)施、繩索、CD桿、螺栓、螺母 | |
316L | 022Cr17Ni12Mo2 | 作為316鋼種的低C系列,除與316鋼有相同的特性外,其抗晶界腐蝕性?xún)?yōu)。 | 316鋼鐵用途中,對(duì)抗晶界腐蝕怕有特別要求的產(chǎn)品 | |
309S | 06Cr23Ni13 | 23Cr-13Ni高合金鋼不銹鋼,優(yōu)良的抗腐蝕性和強(qiáng)度,適合于工作溫度在1000℃的零部件 | 排氣機(jī)器,熱處理爐和熱交換機(jī)等 | |
310S | 06Cr25Ni20 | 很好的抗氧化性、耐腐蝕性,耐高溫性,因?yàn)檩^高百分比的鉻和鎳,310S擁有好得多蠕變強(qiáng)度,在高溫下能持續(xù)作業(yè),具有良好的耐高溫性。 | 鍋爐、排氣機(jī)器,熱處理爐和熱交換機(jī)等 | |
系列 | 美標(biāo)(ASTM) | 國(guó)標(biāo)(GB) | 性質(zhì) | 用途 |
200 | 201 | 12Cr17Mn6Ni5N | 具有耐酸、耐堿,密度高、拋光無(wú)氣泡、無(wú)針孔等特點(diǎn),是生產(chǎn)各種表殼、表帶底蓋優(yōu)質(zhì)材料等。 | 主要用于做裝飾管,工業(yè)管,一些淺拉伸的制品. |
202 | 12Cr18Mn9Ni5N | 用Mn和N 代替了部分鎳,從而獲得了良好的力學(xué)性能和耐蝕性能,是一種節(jié)鎳的新型不銹鋼,他的室溫強(qiáng)度比304高,在800度以下有較好的抗氧化性和中溫強(qiáng)度 | 主要用于做裝飾管,工業(yè)管,一些淺拉伸的制品. | |
2205 | 00Cr22Ni5Mo3N | 它的Cr、Mo和N元素的區(qū)間都比較窄,容易達(dá)到相的平衡(即兩相約各占一半) , 改善了鋼的強(qiáng)度,耐腐蝕性和焊接性能,多用于性能要求較高和需要焊接的材料,如油氣管線等. | 用于煉油, 化肥,造紙,石油,化工 等耐海水耐高溫濃硝酸等 的熱交換器和冷淋器及器件。 | |
400 | 409 | 022Cr11Ti | 最廉價(jià)的型號(hào).因添加了Ti元素,故其高溫耐蝕性及高溫強(qiáng)度較好。屬鐵素體不銹鋼(鉻鋼) | 汽車(chē)排氣管、熱交換機(jī)、集裝箱等要焊接后不熱處理的產(chǎn)品 |
410 | 12Cr13 | 為馬氏體鋼的代表鋼,雖然強(qiáng)度高,但不適合于苛酷的腐蝕環(huán)境下使用。其加工性好,熱處理面硬化(有磁性) | 刀刃、機(jī)械零件、石油精煉裝置、螺栓、螺母、泵桿、1類(lèi)餐具(刀 、叉) | |
420 | 20Cr13 | 淬火后硬度高,耐蝕性好(有磁性) | 餐具、 刀刃、閥門(mén)、板尺、渦輪機(jī)葉片管嘴 | |
430 | 1Cr17 | 作為鐵素體鋼的代表鋼種,熱膨脹率低,成形性及耐氧化性?xún)?yōu) | 耐熱器具、燃燒器、家電產(chǎn)品、2類(lèi)餐具、廚房洗滌槽、外部裝飾材料、螺栓、螺母、CD桿、篩網(wǎng) | |
444 | 019Cr19Mo2NbTi | 高耐腐蝕鐵素體不銹鋼,耐腐蝕性比得上316的優(yōu)異鋼種 | 水箱、熱水器、太陽(yáng)能熱水器集熱板 |
不銹鋼復(fù)合板的焊接工藝
使用范圍
本工藝適用于以各種不銹鋼為復(fù)材、低碳鋼或低合金鋼為基材總厚度大于或等于4mm的不銹鋼復(fù)合板的焊接。
2.1焊接材料選用原則
2.1.1 復(fù)層材料的選用應(yīng)保證熔敷金屬的合金元素的含量不低于復(fù)層材料標(biāo)準(zhǔn)規(guī)定的下限值。
2.1.2 過(guò)渡層的焊條宜選擇25%Cr-13%Ni型或25%Cr-20%Ni型以補(bǔ)充基層對(duì)復(fù)層的稀釋?zhuān)瑢?duì)復(fù)層含鉬的不銹鋼復(fù)合板,應(yīng)采用25%-13%Ni-Mo型焊條。
2.2 常用不銹鋼復(fù)合板焊接材料可按表2.2-1、2.2-2選取。
表2.2-1 常用不銹鋼復(fù)合板過(guò)渡層及復(fù)層焊接材料的選用
復(fù)層材質(zhì)過(guò)渡層焊接
復(fù)層焊接
焊條牌號(hào)
焊條型號(hào)
焊條牌號(hào)
焊條型號(hào)
焊絲鋼號(hào)
0Cr18Ni9
(304)A302
A307
A062
A402
A407E309-16
E309-15
E309L-16
E310-16
E310-15A102
A107E308-16
E308-15H0Cr21Ni10
00Cr19Ni10
(304L)A062
E309L-16
A002
E308L-16
H00Cr21Ni10
0Cr18Ni9Ti
(321)
1Cr18Ni9TiA302
A307
A062
A402
A407E309-16
E309-15
E309L-16
E310-16
E310-15A132
A137E347-16
E347-15H0Cr20Ni10Ti
H0Cr20Ni10Nb00Cr17Ni14Mo2
(316L)A042
E309MoL-16
A022
E316L-16
H0Cr19Ni12Mo2
0Cr17Ni12Mo2
(316)A312
A042E309Mo-16
E309MoL-16A022
E316-16
H00Cr19Ni12Mo2
1Cr13
(410)A302
A307
A402
A407E309-16
E309-15
E310-16
E310-15A302
A102E309-16
E308-16H0Cr14
表2.2-2 常用不銹鋼復(fù)合板基層焊接材料的選用
基層材質(zhì)手弧焊
埋弧焊
氬弧焊
CO2保護(hù)焊
焊條
焊絲鋼號(hào)
焊劑
焊絲鋼號(hào)
焊絲鋼號(hào)
型號(hào)
牌號(hào)
型號(hào)
牌號(hào)
Q235A、Q235B、20g、20R
E4303
E4315J422
J427H08A
H08MnAHJ401-H08A
HJ401-H08MnAHJ431
H08Mn2SiA
H08Mn2SiA
16Mn
E5015
J507
H08MnA
H10Mn2
H10MnSiHJ401-H08MnA
HJ401-H10Mn2
HJ401-H10MnSiHJ431
H08Mn2SiA
H08Mn2SiA
16MnR
E5015
E5015-GJ507
J507R3.1 下料
不銹鋼復(fù)合鋼板的切割以及坡口加工盡量采用機(jī)械加工方法,切割面應(yīng)光滑,采用剪床切割時(shí),復(fù)層應(yīng)朝上。也可以采用等離子切割,切割時(shí)復(fù)層朝上,嚴(yán)禁將切割的熔渣落在復(fù)層上。
3.2 坡口加工及檢查d. 加工完的坡口要進(jìn)行外觀檢查,不得有裂紋和分層,否則應(yīng)進(jìn)行修補(bǔ)。
3.3焊前清理
坡口及其兩側(cè)各20mm范圍內(nèi)應(yīng)用機(jī)械方法及有機(jī)溶劑進(jìn)行表面清理,清除表面的油污、銹跡、金屬屑、氧化膜及其他污物,復(fù)層距離坡口100mm范圍內(nèi)應(yīng)涂防飛濺涂料。
3.4 焊件裝配
a.裝配應(yīng)以復(fù)層為基準(zhǔn),其錯(cuò)邊量不得大于復(fù)層厚度的二分之一,且不大于2mm,對(duì)于復(fù)層厚度不同時(shí),按較小的復(fù)層厚度取錯(cuò)邊量
b.定位焊應(yīng)焊在基層母材上,且采用與焊接基層金屬相同的焊接材料。手弧焊定位焊焊縫參照表3.5-1坡口形式和尺寸按圖紙?jiān)O(shè)計(jì)規(guī)定,如設(shè)計(jì)未明確規(guī)定的,可參照?qǐng)D3.2-1選用。
坡口選用原則:確保焊接質(zhì)量填充金屬少,熔合比小,便于操作。
坡口加工一般采用機(jī)械方法制成。若采用等離子切割、氣割等方法開(kāi)制坡口,則必須去除復(fù)材表面的氧化層
焊前準(zhǔn)備
