



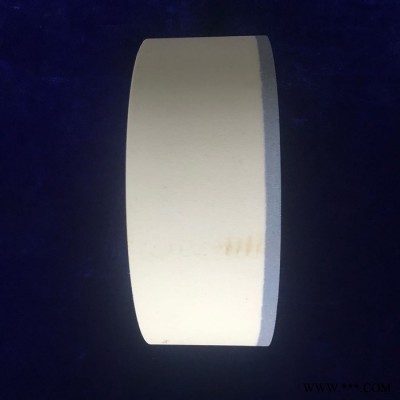

| 材質 | 白剛玉 |
|---|---|
| 產地 | 河南鄭州 |
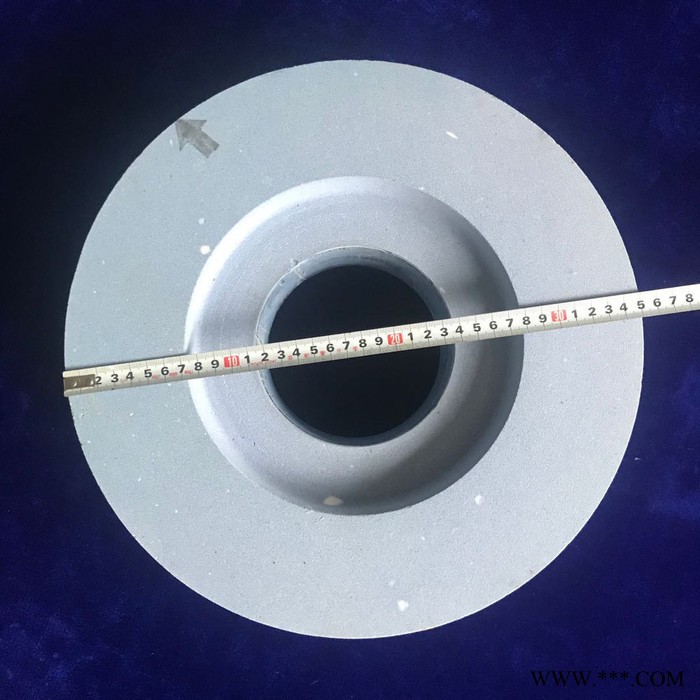
| 規格 | Φ350/Φ400 |
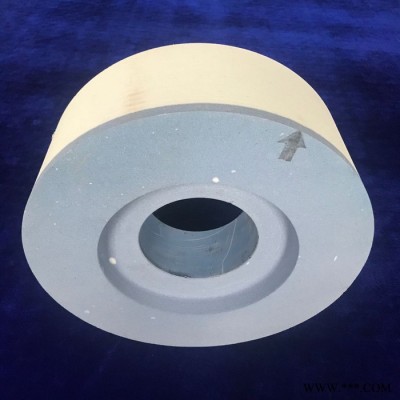
| 類型 | 外圓磨砂輪 |
| 認證 | ISO9001 |
| 形狀 | PDA |
| 執行質量標準 | 國標 |
| 結合劑 | 陶瓷砂輪 |
| 品牌 | 河南科美 |
| 型號 | Φ350/Φ400 |
| 加工定制 | 是 |
咨詢熱線:15670627751
粒度的選擇
粒度的選擇主要考慮表面光潔度和磨削效率。一般來說,用粗粒度砂輪磨削時,生產效率高,但工件表面光潔度差;用細粒度砂輪磨削時,光潔度較好,而生產在滿足光潔度要求的前提下,應盡量選用粗粒度的磨具,以保證較高的磨削效率。不同粒度的磨具其適用范圍如表7。不同粒魔磨具的適用范圍
適用范圍荒磨鋼錠、鍛鑄件,磨皮革、木材、切斷鋼坯等。一般用于平面、外圓、內圓、無心磨等粗磨加工。用于內圓、外圓、平面、無心、工具及各種專用磨床半精磨、精磨。用于精磨、珩磨、螺紋磨等。精研磨、超精磨、鏡面磨等。
(三)硬度及其選擇
硬度是指磨具在外力作用下磨粒脫落的難易程度,即結合劑把持磨粒的牢固程度。磨粒易脫落,則磨具的硬度低;反之,磨具硬度高。
影響磨具硬度的主要因素與結合劑性能,用量,成型密度,燒成(硬化、硫化)溫度等有關。它與磨料本身軟硬無為了適應不同工件材料磨加工的要求,制造磨具時分成
不同硬度的等級。
2.硬度的選擇
磨具硬度的選擇主要考慮磨削效率和加工表面質量。磨具選得過硬,磨鈍的磨粒不易脫落,砂輪易堵塞,磨削熱增加,工件易燒傷,磨削效率低,影響工件表面質量。磨具若選得過軟,磨粒還在鋒利時**脫落,增加了磨具損耗,易失去正確的幾何形狀,影響工件精度。所以磨具硬度的選擇要;






